
对称零件的快速编程
我们在日常检测任务中有非常多的对称零件,如果将每对对称零件都按照各自的数模来编程,很费时;有没有一种简便的方法,利用其中一个零件的程序来快速完成其对称件的检测程序呢?这将节省一半的编程时间;对于没有脱机编程软件的用户,还会由此提高测量机的产能。
我们以如下左右对称件为例,详细讲解具体的测量方法。这两个零件在CAD坐标系下关于YOZ平面对称(如图)。

左右侧板对称图
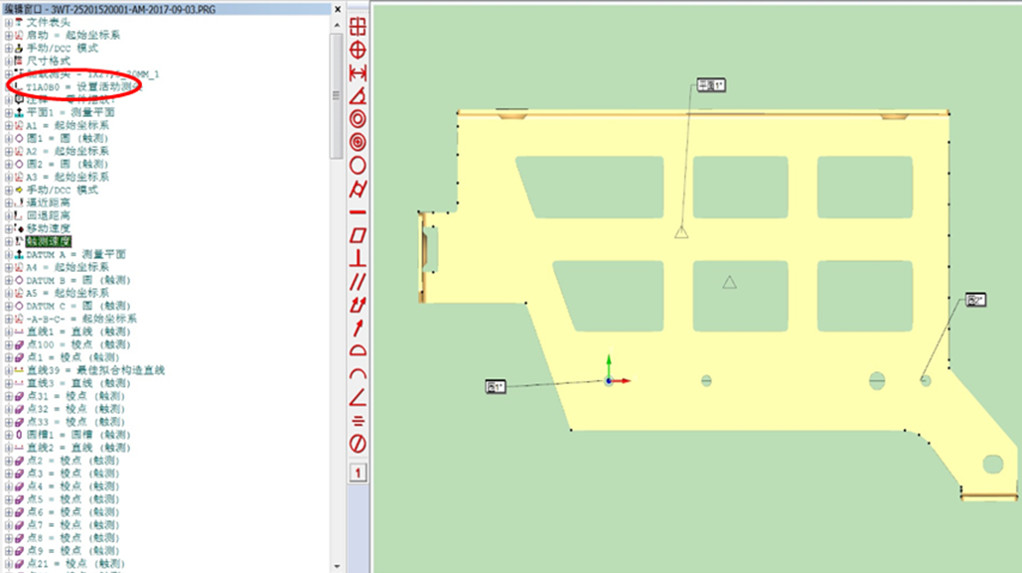
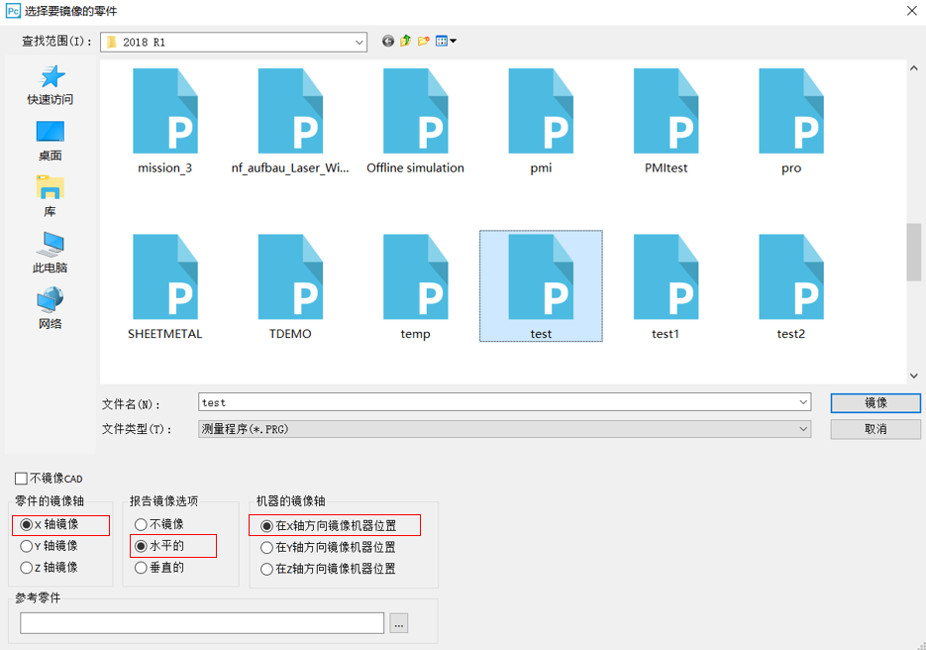
在测量机上实际装夹工件时,两个零件的对称面要与测量机某个轴向尽可能保持垂直或平行,PC-DMIS会在镜像程序时,同时镜像测头角度。在本案例中,两个零件实物的对称面法向为测量机的X轴,即两个零件在测量机的X轴方向上对称(如图)。 注意,如果同时在测量机上对称摆放两个工件时,要预留好测头角度的空间,避免产生干涉。 零件摆放 根据要求编写其中一个零件的测量程序,具体的编程方法与普通编程方法相同。该零件采用一面两圆为基准的3-2-1法建立坐标系。 选择镜像菜单选项(路径:文件│操作│镜像),选中被镜像的程序(即第一个对称件的程序),根据零件摆放位置设置如下镜像参数: 零件的镜像轴:在零件数模坐标系中,与两个零件数模对称面法向方向平行的轴。本例中零件的镜像轴为X轴。 机器的镜像轴:两个零件摆放在测量机工作台上时,与两个零件实物对称面法向方向平行的机器坐标轴。本例为X轴。 报告镜像:定义PC-DMIS 应如何在报告中镜像 CAD 图像。 最后,点击“镜像”按钮,将镜像程序保存到你指定的路径即可。 通过镜像第一个对称件程序的方法,不仅可以快速完成第二个对称件的编程,还可以大大提高测量机的产能。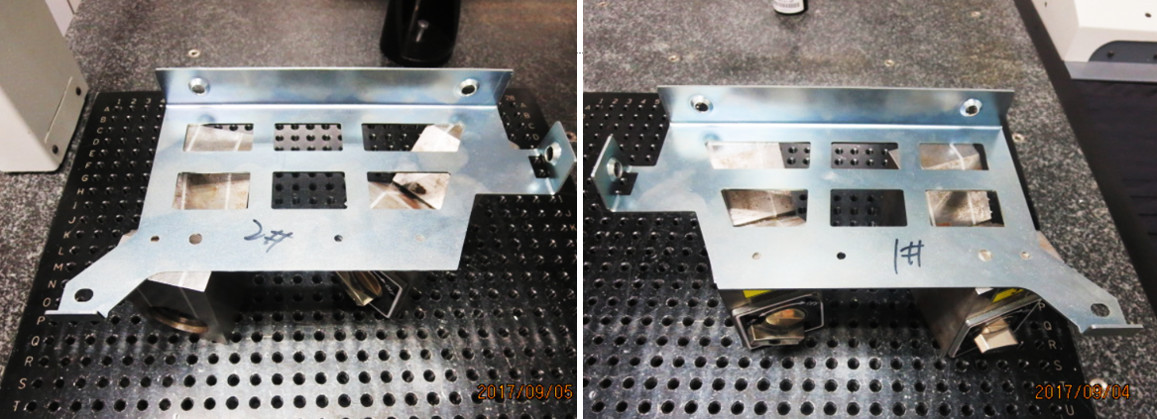






Yvtter_Zhao#1