模锻工艺适用于外形体积较为复复杂的锻件生成加工,但锻件在外形复杂的同时,其所用模具的型腔也同样复杂。因此,在复杂锻件的生产制造过程中,往往面临填充不满、折叠(夹料)、飞边尺寸不合理、模具应力集中等一系列缺陷。
海克斯康于2017年将世界仿真巨头MSC.SOFTWARE纳入帜下,旗下Simufact软件,能够对复杂锻造工艺进行精细化预测仿真,为复杂锻件的制造工艺保驾护航。本文以客户真实案例——运输船大型柴油机曲轴为例,为读者介绍Simufact这一海克斯康旗下的工艺优化方案利器。
客户挑战
在全欧洲范围内,能够加工制造如此巨大“口径”曲轴的公司少之又少,而Wildauer Schmiedewerke公司正是其中之一。这是因为Wildauer公司现存有一台630kJ的旗舰锤锻机,可用于锻造高达3500kg的锻件。现几乎所有大型柴油发动机制造商都是Wildauer Schmiedewerke公司的客户,这些发动机产品大部分用于造船、柴油机车、以及发电厂商。为更好的实现合并双赢的效果,更深刻布局模具和制造工艺概念,Wildauer Schmiedewerke公司和Schmiedag公司进行了深层次的商业合作(两公司都是Georgsmarienhütte集团的附属公司)。由于两公司采用了不同的程序路线,使得其产品线非常宽阔。现如今,为优化工艺过程达到预期的生成效果,两公司同时引进了Simufact Forming软件进行工艺仿真。其中14米在地下,可用于安装4.5米的模具。上下模具各重约20吨。
曲轴——发动机的心脏
大型柴油机的曲轴是其关键部件,这是因为在发动机的整个生命周期内,曲轴都需要承受庞大的载荷。这对曲轴的设计制造提出非常高的要求。倘若在使用过程中曲轴突发失效,将会带来巨大的成本损伤且影响整台设备的生命周期(比如海上航行中的曲轴故障)。以机动车曲轴为例,对于这种小尺寸曲轴来说,可以直接通过锻造工艺进行加工制造,锻造工艺所需要的锻造力和能量输入都可以满足要求。但对于包括大型柴油机曲轴在内的大尺寸曲轴而言,通常在最终成形阶段需要进行多道次加热和锤锻,因为成形力已经超出设备许用力,不能一次锻造成形。这就需要极具丰富经验的锻造专家及其团队对锻造工艺进行细致控制。此外,为了优化工艺过程以锻造出完美的零件,模具的设计和工艺过程的布局优化至关重要。曲轴——锻造工艺
大型曲轴通常分为两个阶段进行锻造。第一阶段是预锻配料阶段,用于将坯料体积合理分配到曲轴体积成形的各个部分,然后通过多道次锤击进行终锻成形工艺。在锻造过程中,若坯料降温太快,会导致设备锻造力增加而无法继续成形,这就需要将坯料回炉重加热。众所周知,锻造如此尺寸的工件,很难保证不会出现表面缺陷。工件复杂性及仿真必要性
曲轴的实际样件需求通常在模具的设计优化之前就已经产生。这是因为客户在询价阶段,通常会带有曲轴的图纸以作为实际需求,然后公司需要以此作为下料排样的基础。这意味着在开发模具时,需要将最终成形的曲轴尺寸与实际的机械需求尺寸相结合,且工艺流程优化阶段需要包含完整的工艺制造流程、每一阶段的加工手册及缺陷优化方法。在设计阶段,由于毛坯的复杂性,毛坯件的锻造难点主要体现在模具的推断设计阶段。为检查构建是否可以通过锻造加工,在此就需要引入仿真软件进行仿真,这样可在给客户提供明确方案之前,确保在必要时刻随时对毛坯的成形过程进行调整。工艺流程的优化目标是尽可能的减少锻造缺陷,如果可行,需要消除凸缘和凸缘倒角的返工可能性。
Simufact完美仿真
海克斯康旗下MSC.SOFTWARE公司的Simufact Forming成形工艺仿真软件,能够对复杂锻件的成形过程进行细致仿真。Simufact Forming软件能够快速且精准的帮助用户找到曲轴锻造过程中的各种问题,并可优化减少原材料的使用量。比如,通过仿真分析不同锻造方案,可以降低飞边尺寸来减少原材料使用量。减少物理成本同时也是Schmiedag公司在所有仿真项目上的一致目标。通过Simufact Forming软件进行成形仿真,可很容易将原材料的使用量降低10-30%。
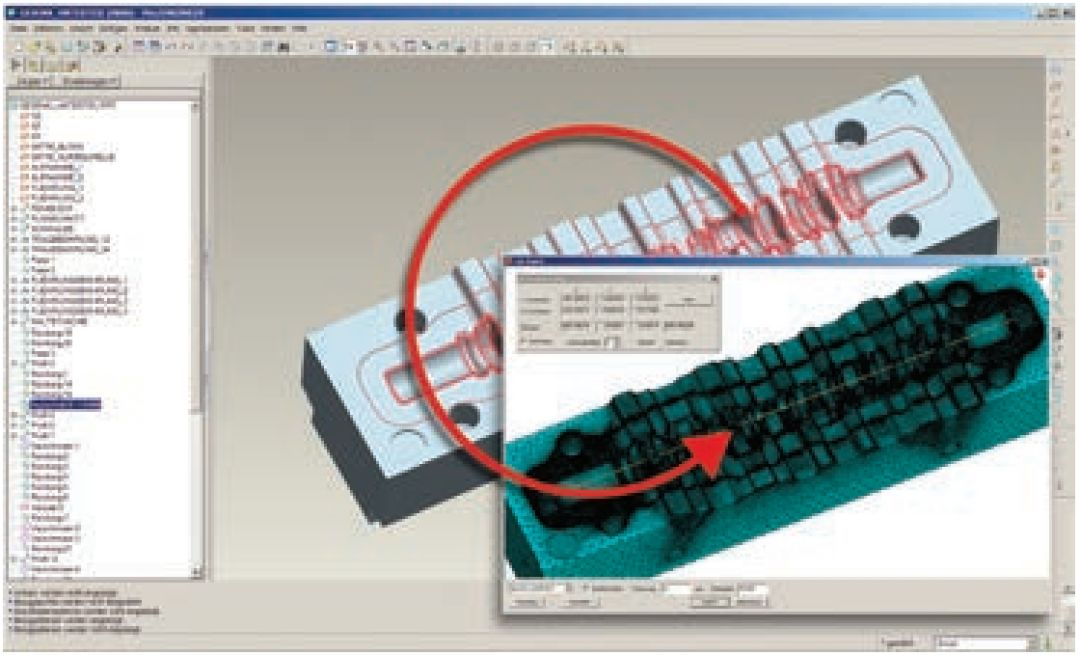
图2. Simufact Forming可对成形过程中的表面缺陷进行完美预测
典型应用
曲轴加工的最新工艺流程很好的展示出仿真优越性。通过对工艺过程的仿真,可在最短的时间内有效减少工件的表面缺陷。在仿真前期阶段可获得并优化的参数是毛坯块尺寸和锤锻压力,通过对两者参数的优化来达到目标飞边的外形尺寸。针对曲轴的需求尺寸,毛坯块的尺寸可以与初始制造方案保持一致,可通过改变预锻和细微的飞边尺寸实现预期优化目标。
结论
海克斯康这一复杂锻件工艺仿真解决方案,有效的帮助Schmiedag公司节约了大量实际试模成本,并提高了材料利用率,为Schmiedag公司带来了可观收益。具该公司工程师描述:Schmiedag公司采用Simufact Forming软件进行成形仿真已经6年有余,自从采用Forming软件开始,Schmiedag公司都会对模具内部的材料流动、飞边外形、不同的模具及工件外形等参数进行仿真优化。在采用软件之前,有经验的工程师一般会试制模具来进行锻造,然后根据结果进行三到四次的模具优化。而现在通过仿真软件进行仿真后,只要最多两次的模具试加工即可达到目标需求。尽管未来复杂锻件的制造工艺将会面临更大挑战,但今天可以实现的是,借助海克斯康复杂锻件工艺成形仿真方案,可显而易见的简化和加快设计制造及生产过程,从而提高成本效益。
客户评价
“通过Simufact Forming可直接在电脑上对锻造工艺过程进行仿真测试,可帮助我们省去实际锻造试模过程。仿真也可以让我们尽早发现工艺设计上的缺陷,能使我们有效避免由设计缺陷而导致的成本增加。”——Volker Berghold (Schmiedag首席工程师)“我们每年能为每50到60个项目各节省一到两次试模次数。其实不需要特定的说明具体数字,我们估计每个项目都能节省约5位数的成本。现在我们通过仿真来分析材料流动和模具生命周期,未来我们还将在模具应力和模具磨损方面进行优化” ——Volker Berghold (Schmiedag首席工程师)作者:李仁军
推荐文章:
位置度,没有你想的那么难!
尺寸要素的位置度在MMC时零工差和可逆原则的应用!
ISO5458-2018标准中CZ、SZ、><等符号解释其应用!
关于海克斯康大学
海克斯康大学致力于为智慧工厂培养数字化智能制造人才,从而帮助企业提高生产力和质量。依托海克斯康制造智能全球领先的数字化设计、制造、计量及质量技术和经验,为“中国制造2025”培养数字化专业技术和管理人才,并为专业人才提供权威的资质认证和能力评定。