当下国内发动机叶片加工最常用的方法是通过多轴数控加工中心铣削加工初步加工成型,再通过磨削提高叶片表面质量和对叶片的各部分轮廓进行进一步修型。故修型在叶片加工的过程中占据十分重要的地位。
坐标测量
而坐标测量是指导叶片修型的重要依据,这也决定了坐标测量技术不仅仅在叶片的验收,更在叶片加工过程起到非常关键的作用。而叶片加工的工艺以及其复杂的型面特点,决定了在测量评价叶片截面轮廓时,会有轮廓度上下公差不对称以及对截面不同位置精度要求有差异等情况。此时评价起来就会比较复杂。
 叶片机加工时余量图
叶片机加工时余量图
QUINDOS软件中的“GenUprLwrTolValues”程序有三种生成公差带的方式,分别是生成定公差带;通过指定元素来产生公差带和按照点的顺序输入数值得到连续渐变的公差带。公差的数值被保存在目标元素NPTs的A(上公差)和B(下公差)中。叶片测量中轮廓度的评价常常会使用到此类的变化公差带。
连续渐变公差带评价实例
在叶片测量时往往对叶片的前尾缘位置有更高的精度要求,而对叶盆叶背的要求则相对较低,并且在机加工期间往往会要求有一定的加工余量,故在轮廓评价时,会出现连续渐变不对称公差带和分段公差带的要求。此处为了观察更加直观,以圆的扫描轮廓为例,进行两种公差带形成的实例讲解。在导入数模→截取截面得到理论值→扫描截面→半径补偿完成的前提下。
通过命令EDTAPT得到理论值元素(SECT)中NPTs的位置及序号,此处根据需求将理论值分成几段。在不同段上生成所需公差带。GenUprLwrTolValues(DST=SECT,MMD=Y,
PIV=(1..100,101..102,103..200,201..202,203..301),
LIV=(-0.03..-0.03,-0.03..-0.01,-0.01..-0.01,-0.01..-0.03,-0.03..-0.03),
UIV=(0.02..0.02,0.02..0.01,0.01..0.01,0.01..0.02,0.02..0.02)

使用命令GenUprLwrTolValues在点1到点100生成公差-0.03~0.02,点103~200生成公差-0.01~0.01,203到点301生成公差-0.03~0.02。
将生成的上公差值导入到理论文件APTs的Dev中,再将其拷贝成上公差文件UPP_TOL。DO (NAM=N, BGN=1, END=301)GETVALS (OBJ=SECT.NOM.PTS(N), TYP=ELE, RDS=A, REA=U)PUTVALS (OBJ=SECT.ACT.PTS(N), TYP=ELE, RDS=A, VAL=U)CPYOBJ (FRM=SECT3, TO =UPP_TOL, TYP=ELE, SRC=LDB, DST=LDB)
同理将生成的下公差值导入到理论文件APTs的Dev中,再将其拷贝成下公差文件LOW_TOL。DO (NAM=N, BGN=1, END=301)GETVALS (OBJ=SECT.NOM.PTS(N), TYP=ELE, RDS=B, REA=U)PUTVALS (OBJ=SECT.ACT.PTS(N), TYP=ELE, RDS=A, VAL=U)CPYOBJ (FRM=SECT, TO =LOW_TOL, TYP=ELE, SRC=LDB, DST=LDB)
将上下公差元素、理论元素和实际值都绘制在同一张图上(放大倍数相同)。USEPLOFRM (NAM=HP_A4Q, DRW=Y, CNF=N, RAD=0.0)DRWPLY (NAM=LOW_TOL, ASC=Y, DEV=Y, FAC=20.0, DRP=0, PEN=3, A_O=XY)DRWPLY (NAM=UPP_TOL, ASC=Y, DEV=Y, FAC=20.0, DRP=0, PEN=3, A_O=XY)DRWPLY (NAM=SECT, ASC=Y, DEV=Y, FAC=1.0, DRP=0, PEN=1, A_O=XY)DRWPLY (NAM=SECT_RCO, ASC=Y, DEV=Y, FAC=20.0, PEN=2, A_O=XY)
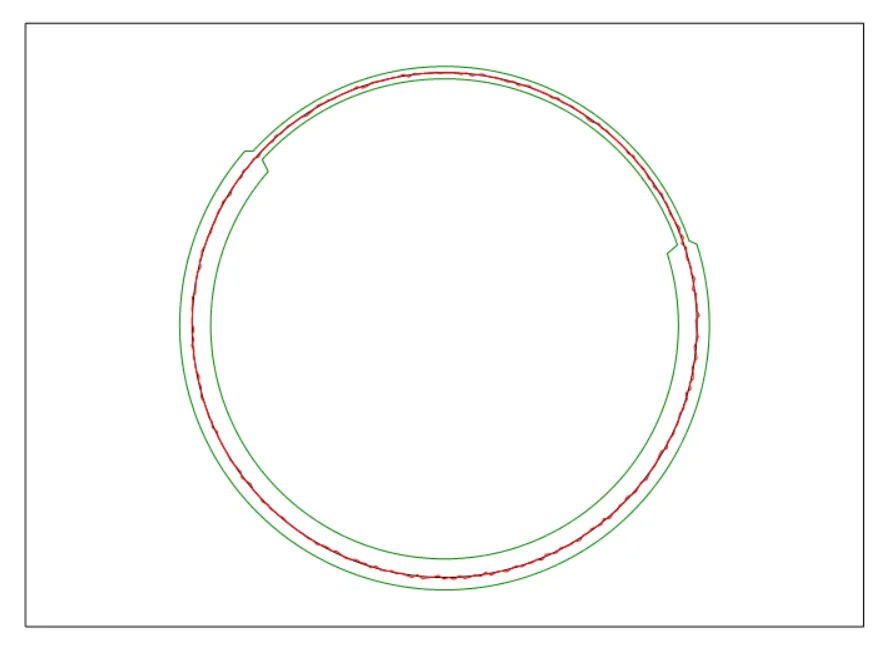
分段不对称公差带样例图
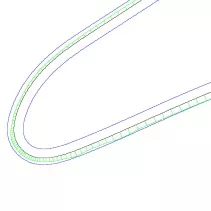
连续渐变不对称公差带
连续渐变绘图时测量和绘图过程基本相同,不同的是使用命令GenUprLwrTolValues产生公差带时,上下公差的参数填写,为根据点顺序连续渐变。GenUprLwrTolValues (DST=SECT3, MMD=Y, PIV=(1..75,76..150,151..225,226..301),LIV=(-0.03..-0.01,-0.01..-0.03,-0.03..-0.01,-0.01..-0.03),
UIV=(0.02..0.01,0.01..0.02,0.02..0.01,0.01..0.02)
在点1到点75生成从0.02~0.01连续变化的上公差带,-0.03~0.01连续变化的下公差带,点76到点150生成从0.01~0.02连续变化的上公差带,-0.01~0.03连续变化的下公差带,点151到点225生成从0.02~0.01连续变化的上公差带,-0.03~0.01连续变化的下公差带,点226到点301生成从0.01~0.02连续变化的上公差带,-0.01~0.03连续变化的下公差带,将公差值导入公差元素的方式及绘图方式相同。
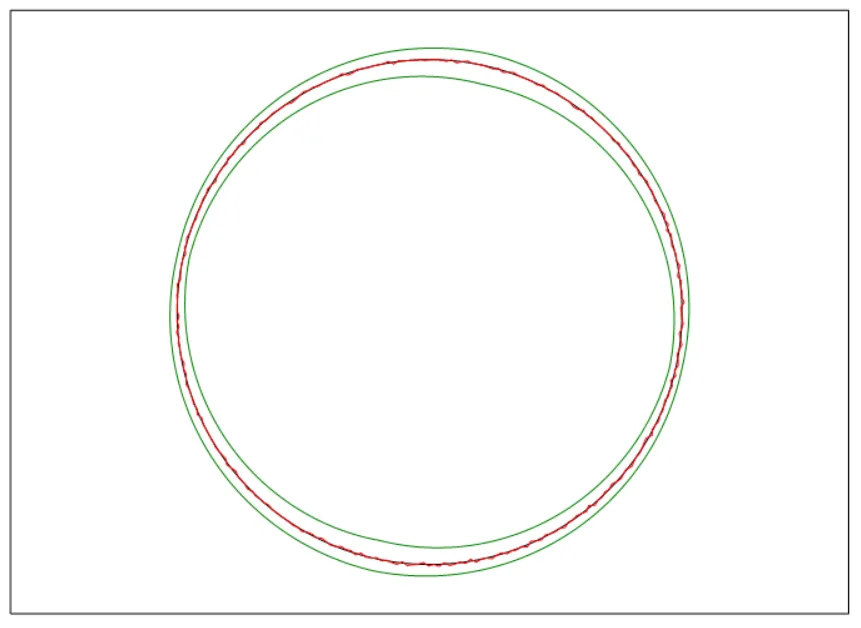
渐变不对称公差带样例图
华东/汪忠喜
推荐文章:
位置度,没有你想的那么难!
尺寸要素的位置度在MMC时零工差和可逆原则的应用!
ISO5458-2018标准中CZ、SZ、><等符号解释其应用!
关于海克斯康大学
海克斯康大学致力于为智慧工厂培养数字化智能制造人才,从而帮助企业提高生产力和质量。依托海克斯康制造智能全球领先的数字化设计、制造、计量及质量技术和经验,为“中国制造2025”培养数字化专业技术和管理人才,并为专业人才提供权威的资质认证和能力评定。