不谈SPC的Cp、Cpk都是耍流氓!
- 2019-09-23 18:30
0 - 1274
- 手机查看
在实际工作当中,经常碰到一些朋友丢出一组数据,请我帮他们看下Cp、Cpk。每当这时我的内心是崩溃的;哪有这样算Cp、Cpk的?这不是耍流氓么!本文力图将计算Cp、Cpk的前提条件阐述清楚,力争以后将不再有人丢出一组数据,就请人帮他们看下Cp、Cpk……
1
过程变差与Cp、Cpk
关于过程变差与Cp、Cpk之间的关联,在海克斯康大学微信公众号的《从变差谈Cp、Cpk和Pp、Ppk》(https://mp.weixin.qq.com/s/RZW8kGh_7ritqVBklqHEEw)一文当中有详细的解释;这里不再赘述,只将要点提炼如下:
这里可以明确地知悉:SPC控制图正式用来识别组内变差和组间变差的工具;而Cp、Cpk是用来评估组内差异大小的。
2
Cp、Cpk的计算公式
过程能力Cp:Cp=(USL-LSL)/(6*wthm group);
过程能力指数Cpk:Cpk=Min(CPU,CPL);
CPL=(-LSL)/(3*Gwmthingroup);CPU =(USL-)/(3*Gwthin group)
其中owthin group-R/d2(极差控制图)或。5/C4(标准差控制图)
这里可以清楚地看出:用来计算Cp、Cpk的标准差是从SPC控制图的极差或标准差!
3
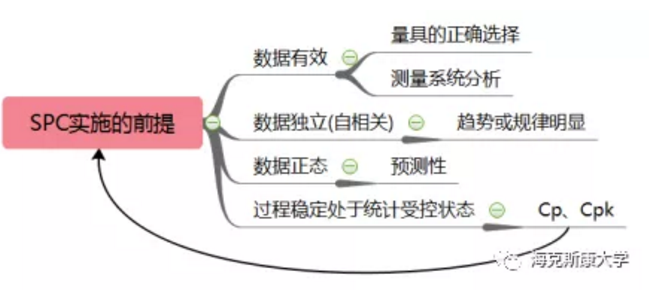
SPC实施的前提
关于SPC实施的前提,之前直播课《SPC控制图的选用,实施及评价》里有过详细讲解。那里面有提到SPC控制图的实施前提是需要用到Cp、CPk判稳,也即是证明过程处于稳定受控状态。后来该直播课大纲的思维导图也有在海克斯康培训与咨询微信公众号公开。感兴趣的朋友可以去参考下:《SPC直播课大纲思维导图》(https://mp.weixin.qq.com/s/ho9rbvze7PnZpZqMn1tFrw)。
4
没做SPC控制图,到底可不可以计算Cp、Cpk
现在让我们回到问题本身:别人甩一组数据过来,请教如何计算Cp、CPk时,该怎么办?官方答案:肯定是不可以的!
但如果要就是要计算CP、Cpk怎么办?办法还是有的,就是把SPC拖下水。看看给出的数据是否符合“3、SPC实施的前提”。这是素质三连问可以派上用场了!

如果答案都是肯定的话,也相当于实施过SPC的第一阶段,当然是没有问题可以计算CP、Cpk。如果否定的,那就需要向其他办法解决问题后才能计算。
5
什么叫数据有效?
数据有效以为这用来分析的数据是真实的、可靠的,它是所有统计分析的基础!只有数据有效性问题解决了,后面所做的一切工作有才意义;否则就是:“Garbage In, Garbage out!”;中文翻译过来叫做“垃圾进,垃圾出!”你们,怎么验证数据有效性呢?
对于绝大多数的制造业、服务业来说,MSA测量系统分析是第一优选的工具方法;但并不是所有的的情况都适合用MSA测量系统分析,比如说:财务数据,盘点数据等,那时候或许需要根据实际情况发挥大家的聪明才智;或许多方验证,重复核对是不错的选择。
这里限于篇幅及与主题关联不太,不做过多的展开。如感兴趣,可以关注海克斯康大学里面与之有关的线上、线下公开课。
6
什么叫数据独立?
数据独立也叫数据不自相关。就如字面意思,很好理解:数据不自相关就表明数据自己和自己没有相关性。如果数据有自相关性,那就表明数据不独立。数据自相关的案例在现实生活中很常见。比如:
案例1

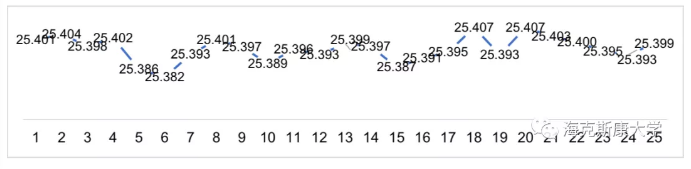
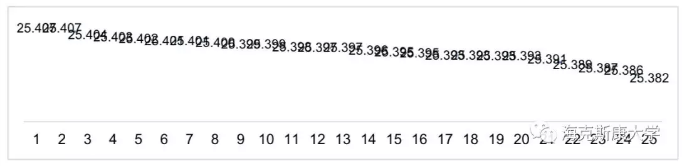
这是因为Cp、Cpk值考虑组内变差,而Pp、Ppk值即考虑组内变差也考虑组间变差。当一组数据排序后,很明显是将组内变差变得很小,组间变差变非常大。得到这样的结果差异,也算是在意料之中的。

7
什么叫数据正态?
数据正态意味着要求用来计算Cp、Cpk的数据要符合正态分布。为什么要求数据正态呢?让我们回忆一下计算Cp、CPk的目的:了解现在过程的潜在能力,同时为了更好的预测未来能力。
如果数据不正态,一样可以用来计算Cp、Cpk,但是就失去了预测未来的能力。比如说,一组数据符合正态且其中心无偏, Cp=Cpk=1;意味着公差带宽内包含6个过程的标准差,也即是+/-3倍的标准差。如果是正态分布,很显而易见的得知其良率为99.73%;如果是非正态分布呢?那就很难能弄清楚了。
下面例图一个为标准正态分布、一个为指数分布;可以分别了解其在±3标准差情况下的概率密度分布。
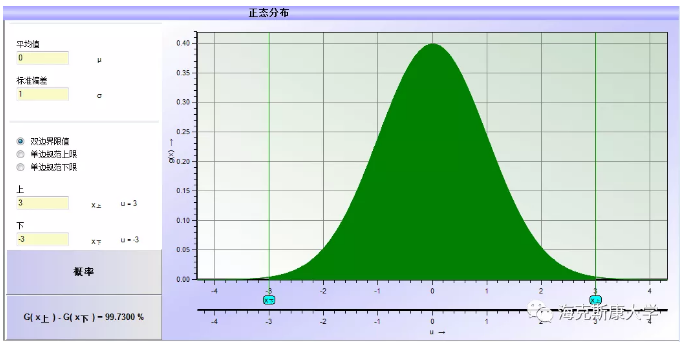
正态分布: 99.73%

指数分布:95.02%
8
Cpk如此无奈,你叫我如何是办?
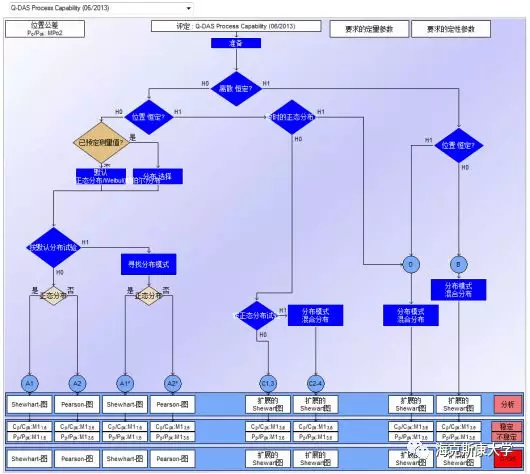
写到这里,很多朋友可能已经懵圈了。拿到一组数据,不知道如何是好!没关系,这里推荐一个非常简单方便的统计软件Q-DAS。整合了几乎所有主机厂的计算标准,做为使用者只要从菜单选用何种计算方法就好。
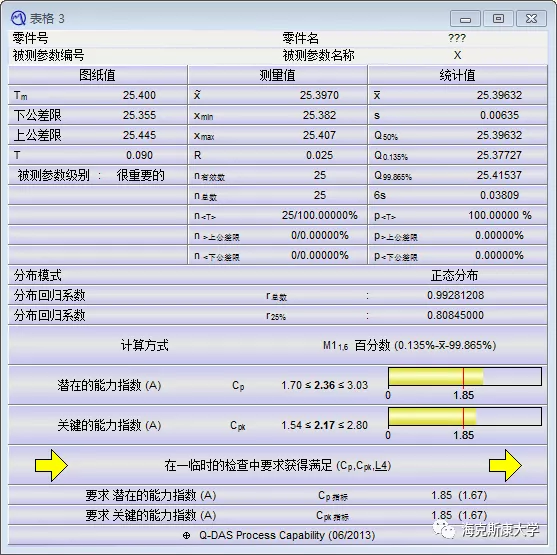
它会根据数据情况自动判别,并选用正确的计算方法得出正确的结论,最稳妥的是Q-DAS计算的结果是被各大主机厂认可的。下面两图分别为其评价路径以及计算结果界面,供参考!
至此,本文结束;祝大家在以后的Cp、Cpk工作学习当中,不再耍流氓或者不再被人耍流氓!
免责声明:本文源于网络,版权归原作者所有。如涉及版权,请联系删除。
推荐文章:
测量计算中常见的拟合方法!
GD&T最大实体、最小实体各种符号全知道!
ASME-Y14.5 vs ISO-1101非对称轮廓度解析!
ASME-Y14.5 / ISO 14405 线性尺寸评价(SIZE)的应用
ISO5458-2018标准中CZ、SZ、><等符号解释其应用!
公差修饰符号CF,CT,CZ的理解和应用
关于海克斯康大学
海克斯康大学致力于为智慧工厂培养数字化智能制造人才,从而帮助企业提高生产力和质量。依托海克斯康制造智能全球领先的数字化设计、制造、计量及质量技术和经验,为“中国制造2025”培养数字化专业技术和管理人才,并为专业人才提供权威的资质认证和能力评定。

评论列表0
暂无评论


-
237
文章
-
97
评论
-
0
粉丝
-
0
点赞
最近文章
-
不想读图纸——MBD...
当一名技术人员带了一沓图纸与工件朝你走来的时候,可能是最令测量员瑟瑟发抖的时刻,摆在面前的就是读图纸、找基准、找测量特...