三维斜孔三维位置度的二维转换方法
- 2022-09-06 11:40
0 - 779
- 手机查看
【作者】蒙伟棠
【摘 要】现有的三维斜孔测量一般是按图纸要求在原始坐标系输出三维位置度,但与工艺加工斜孔的二维坐标系不同,如斜孔偏差过大,在机床两个方向调整数值只能粗略估计,往往工艺调整三四次也不能调整到中值,所以斜孔位置度调整一直是令工艺很头疼的问题。本文讲述了如何将斜孔三维位置度转换机床加工斜孔的二维坐标系输出评价。
【关键词】 斜孔测量 斜孔位置度 二维转换 探索实践
1.斜孔位置度测量方法解析
对于斜孔口有个斜面的斜孔,而斜孔的位置标在斜孔与斜面的交点,不少人会直接测量斜圆柱和斜面,用斜圆柱刺穿斜面得点A,评价点位置度作斜孔位置度,其实这是一种常见的错误。试想一下,如果有一个零件的斜孔斜面位置都等于理论值,那么它的位置度为0,过综合检具斜孔正中,如把这个斜面再加工下去1MM,那么按上述方法刺穿得点A会下移1MM,评价出它位置度为2,但这件产品过综合检具斜孔同样正中不变。原因不管斜面凹凸都不影响斜孔中心线经过图纸理论点,斜孔位置度也应为0,斜面凹凸只影响斜面的轮廓度。
如果斜孔中心线偏离理论点,偏离距离为L,那么它的位置度应为2L,L为理论点到空间斜孔中心线的三维距离,经理论点作条垂直线到空间斜孔中心线得垂点B,那么垂点B到理论点的距离亦为L,所以垂点B以理论点为理论值的三维位置度就是斜孔的位置度。通常我们会构造一个经过理论点且与理论斜孔中心线垂直的理论斜面,用实测斜圆柱刺穿理论斜面得垂点B,然后评价垂点B三维位置度。
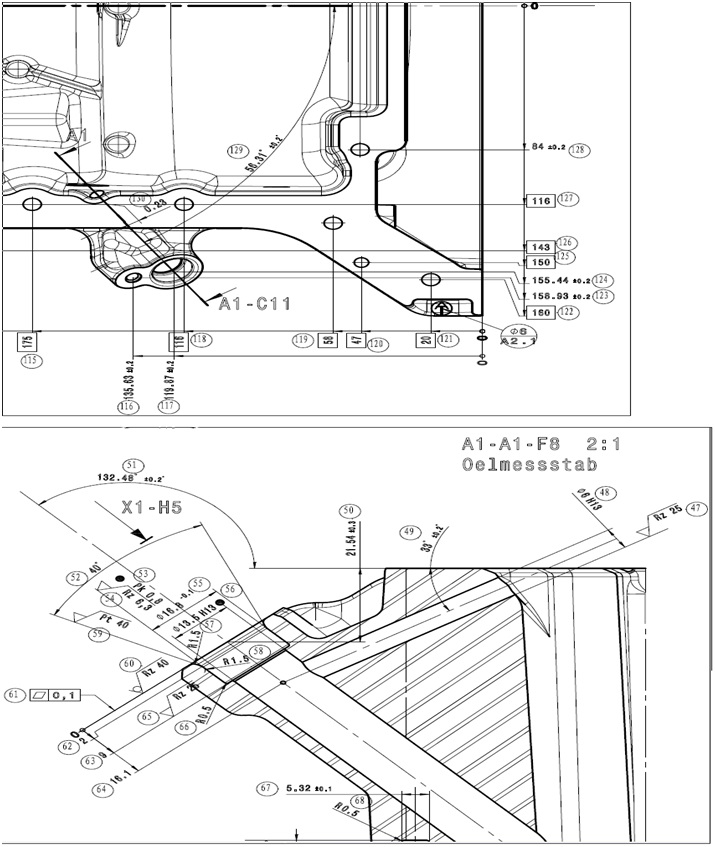
2. 斜孔三维位置度的二维转换方法实例1
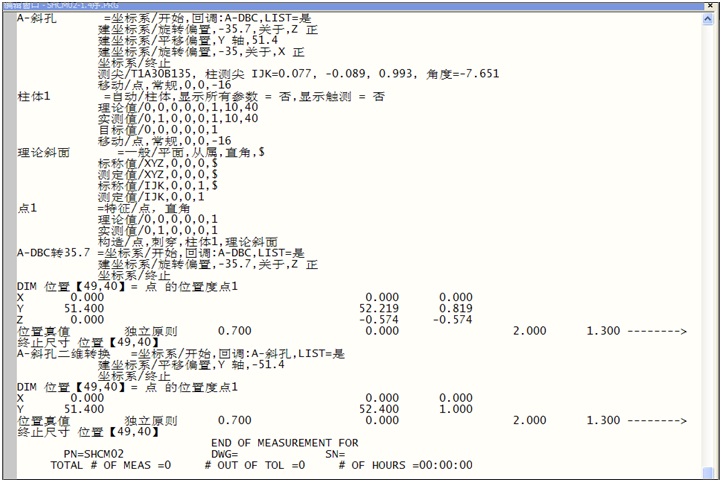
如上图零件的图纸,下图是测量程序,图纸要求斜孔是在DBC坐标系绕Z轴转-35.7°,在位置(0,51.4,0)加工一个与Z轴夹角35°的斜孔,我们可以模拟加工斜孔方向建立如下A-斜孔的坐标系,那么斜孔的XY理论位置都为0,如下图所得斜孔在A-斜孔的坐标系下Y轴偏离1MM,那么在原始坐标系DBC下刺穿点Y偏离1MM*COS35°=0.819,Z偏离1MM*SIN35°=0.574,显然在原始坐标系评价刺穿点的三维位置度第1种评价和在A-斜孔坐标系评价二维位置第二种评价是一致的,程序中第2种评价是按斜孔最接近方向转换为一个虚拟二维坐标系来评价,工艺调机就可以一步调整1MM到斜孔中值。
特别是有两个旋转方向的斜孔,我们用第1种方法评价会让工艺调整无从下手,工艺调整任一轴,第1种方法评价的XYZ都会变化,下面我们用实例2来展示斜孔的二维转换。
3. 斜孔三维位置度的二维转换方法实例2
下面两图是产品图纸和测量程序,可以在测量程序看出,其实我们只是将斜孔斜面摆正,当成直孔直面测量,一切也方便直观了,斜面的轮廓度0.6也轻松评价出来,斜面单点T值也不成问题。

4. 总结
要是我们用实例1中的第1种方法评价,工艺调整送检几个来回也不一定能将超差数据调回中值,浪费我们宝贵的时间和资源。如果通过上述方法将斜孔三维位置度的转换为二维位置度,使我们测量坐标系与机床加工斜孔坐标系一致,测量结果与工艺调整数据一致,就可以一次将超差数据调回中值,省时省力。
评论列表0
暂无评论


-
237
文章
-
97
评论
-
0
粉丝
-
0
点赞
最近文章
-
不想读图纸——MBD...
当一名技术人员带了一沓图纸与工件朝你走来的时候,可能是最令测量员瑟瑟发抖的时刻,摆在面前的就是读图纸、找基准、找测量特...



{kind=link}