案例 | 像丰田一样思考,就会像丰田一样优秀!
- 2020-10-25 20:14
0 - 83
- 手机查看

1
系统的思考
丰田的系统思想,以丰田喜一郎所提倡的“Just In Time”为代表。所谓的“Just In Time”是指,不将各个工程看成是独立的东西,而是重视连接所有的工程的整体系统。
如果能够这样来掌握事物,想法自然而然会是大局思考、未来思考的最适于整体的思考模式。其结果是公司内创造出看板生产管理系统,并在与供应厂商之间的关系上应用了整体化思想。20世纪80年代后期到90年代初期,日本企业的“系列”被以美国为主的欧美各国批评是封闭的系统。丰田不但正面地接受批评,而且在1992年制定的基本理念中加入了“开放与公平”这样的词句,宣示成为一个开放的企业。然而美国在之后将“系列”拿来当作模型而创造出供应链管理(Supply Chain Management,SCM),造就了20世纪90年代的经济繁荣。一般认为思考能力较强的欧美各国,竟然是从丰田的“系列”学到系统思考的。但是在丰田内,有所谓“连接工程”的风格。在前后的工序间不划分明确的界限,而设置一个缓冲区,由前工序到后工序,工作如此交接下去。如此以来,丰田的制造工厂内部,新人与老手间生产效率的不均衡、作业负荷率的不均衡,得以相互协调实现了生产线高度的调和。在开发阶段上,由于前后工序是重叠进行的,前道工序可以先取得后道工序的需求然后编入自己的工序里,后道工序可以先预估新产品对自己的工序所产生的影响,而能够事先进行自己工序的作业安排。前后工序的意见如果不一致,则由主技术者来调整。
这就是之后由《产品开发力》的作者——藤本隆宏、金·克拉克等的汽车产业研究专家,命名为“同步工程”(Concurrent engineering)或是“同步联合工程”(Synchronizedsimulcast engineering)的系统。由于丰田建构了这种部门之间不明确划分的系统,就算不是自己分内的工作也能互相协助处理,因此成为其优势之一。而“不划清界限”和“一般所谓的系统”却是对立的概念,由此可知如果丰田有需要的话,既成概念是可以颠覆的。
2
追求本质的思考
丰田的员工并不是盲目地在工作,而是先了解到底自己的工作或活动是为了什么,用这种观点来认识工作,拥有这种追求本质的思考,大野耐一所说的“工作”和“动作”是不同的,就是其代表例。
所谓“工作”是实际上进行加工或是组装东西等的生产活动,而“动作”则是东西的搬运或是零件的更换等,没有附加值就是“动作”。“把‘动作’从工序内去除”是丰田生产系统的一个着眼点。
像这样“思考东西的本质”的这种风气,在容易陷入官僚主义的事务部门中也发挥了作用。如果阅览《丰田管理》的话,就知道事务管理部门的人,也是从“所谓的事务是什么”、“编著公司内部报、公司史的意义是什么”、“为了什么而作图书管理”这些观点,来寻找自己工作的意义。
几年前流行的再造工程,一般认为并不是从日本引进的。再造工程的根本并不是要去探讨“要怎么作才能早点完成”、“要怎么作才能顺利地完成”或是“要怎么作能用更少的成本完成”等的这类事情,而是去探寻“到底是为了什么而要做这件事”,所以丰田从以前就在做再造工程。因为丰田的员工,对所有的事物都有像这样用追求本质的思考方式的习惯,所以对所有事物的认识及了解都比其他公司先进一步,甚至两步。
3
重视理论
丰田的经营是重视理论的。我们可由丰田的产品战略,来回顾其重视理论的一个例子。丰田英二、丰田章一郎、奥田硕、张富士夫等丰田的历代首脑,都主张“必要生产辆数为平均基本车型年产量20万~30万辆”这个理论。基本车型平均年产量20万~30万辆,是引发量产效果的最低的必要数目,也是最经济的生产单位。另外,这里所说的基本车型,指的是在汽车生产线等被称之为平台中的车种的总括单位。如图2-3所示,1956年时G.Maxcy和A.Silberston所共同发表的“汽车生产成本曲线”,通称为“Maxcy-Silberston曲线”。
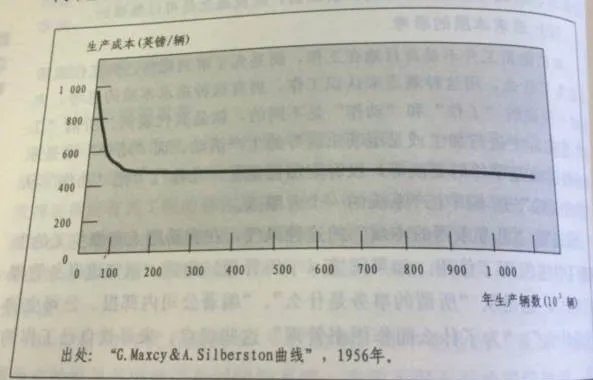
图2-3 汽车生产成本曲线(Maxcy-S ilberton曲线)
因此,藤本隆宏在著作《生产系统的进化论》中,对于日本从1960年开始的社会生活汽车化,到1992年泡沫经济崩溃,这段期间的《车型多样化与生产量的成长:丰田的例子》作了分析,结果丰田的小客车生产辆数(a)和小客车基本车数(推算数:b),1960年到1992年,虽然不断在增加,但每推算数的小客车生产辆数(c=a÷b)在20世纪70年代以后,直到年产20多万辆即为最大极限。
也就是说,丰田是如下的发展经过。
20世纪60年代。
以大野耐一的多种少量生产也能创造高度生产性的丰田生产系统为基础,为了取得一定的市场认知度,将心力集中于使基本车型数目齐全上。
20世纪70年代。
不增加基本车型数,为了达到每个车型20万辆的生产数量,在销售等方面做努力。而其背景应该也受到了第一次石油危机、第二次石油危机等事件的影响。
20世纪80年代以后。
当某个车型其基本车型的平均年产量达到20万辆,再发展新的车型。
福特通过输送带流动作业和彻底的标准化,实现了1年生产200万辆的T型福特汽车,而此量产效果实现了汽车的低价格化。
通用的斯隆虽然建立了广泛变化战略,在最盛期的1955年时,年产雪佛兰等共150万辆。
但是从Maxcy-Silberston曲线来看的话,就算基本车型平均一年生产二三十万辆以上,其量产效果也是很微小的。
基于Maxcy-Silberston曲线,丰田认为一个基本车型平均年产达到二三十万辆之后,不应该追求更进一步的量产效果,而必须发展新的基本车型,开拓吸收新的顾客,进而使总销售辆数增加,在经营上才有利。换言之,丰田把Maxcy-Silberston曲线和斯隆的广泛变化战略配合在一起使用,创造出了“一基本车型平均年产达二三十万辆之后,就发展新的基本车型”的这种战略。这是继福特的“输送带大量生产战略”,斯隆的“顾及所有顾客钱包的广泛变化战略”之后,成为第三经营理论的“丰田新车型发展战略”。丰田并不是只将Maxcy-Silberston曲线应用在汽车上。Maxcy-Silberston曲线发表之后,丰田立刻对零件也应用了这个理论。调查每一种零件的曲线是什么样?经济生产单位是几个?
如此以经济生产单位为目标,来拟定零件的生产计划和零件的共通化计划等。就是因为这种重视理论的态度,才得以创造出这些新的战略。
免责声明:本文源于网络,版权归原作者所有。如涉及版权,请联系删除。
推荐文章:
测量计算中常见的拟合方法!
GD&T最大实体、最小实体各种符号全知道!
ASME-Y14.5 vs ISO-1101非对称轮廓度解析!
ASME-Y14.5 / ISO 14405 线性尺寸评价(SIZE)的应用
ISO5458-2018标准中CZ、SZ、><等符号解释其应用!
公差修饰符号CF,CT,CZ的理解和应用
关于海克斯康大学
海克斯康大学致力于为智慧工厂培养数字化智能制造人才,从而帮助企业提高生产力和质量。依托海克斯康制造智能全球领先的数字化设计、制造、计量及质量技术和经验,为“中国制造2025”培养数字化专业技术和管理人才,并为专业人才提供权威的资质认证和能力评定。
评论列表0
暂无评论


-
237
文章
-
97
评论
-
0
粉丝
-
0
点赞
最近文章
-
不想读图纸——MBD...
当一名技术人员带了一沓图纸与工件朝你走来的时候,可能是最令测量员瑟瑟发抖的时刻,摆在面前的就是读图纸、找基准、找测量特...